
近20年專注橡塑設備研發生產
主營密煉機、開煉機、擠出機、造粒機、過濾出片機

服務熱線:
18046916153

咨詢:18046916153
Q Q:18046916153
微信:18046916153
郵箱:lnmlj@linajx.com
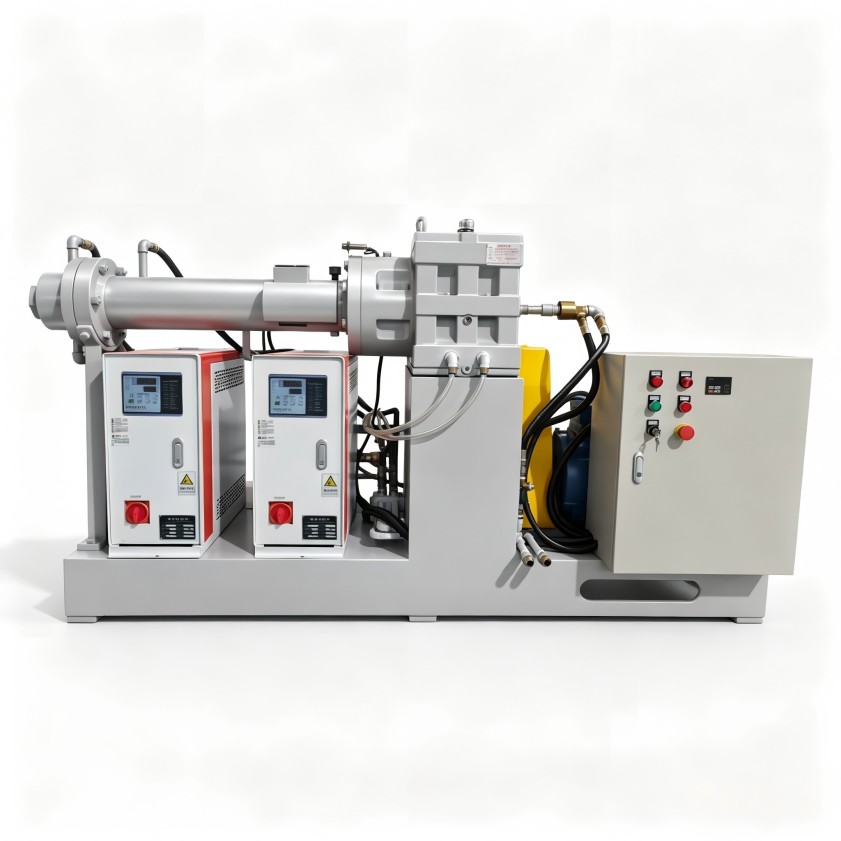
電線電纜料擠出尺寸老是來回晃?冷喂料擠出機精度控制的幾個關鍵環節
平時做電纜料生產的朋友應該都碰到過,擠出來的制品外徑偏差、壁厚不均勻的問題,一直都是影響生產穩定性的老大難問題,尺寸一旦偏離工藝要求的話,不光會影響線纜的電氣性能和機械強度,還會造成整批物料只能回煉甚至直接報廢,平白多出來不少不必要的生產成本。

不少工廠碰到尺寸波動的時候,第一反應都是去調配方或者直接換模具,壓根沒注意到冷喂料擠出機本身,在喂料均勻性、螺桿設計、溫控精度這些地方的基礎作用,我們也不用講什么太玄的分析方法,就把實際生產里摸出來的,影響冷喂料擠出機尺寸精度的幾個因素捋出來,大家也能找到真正好落地的改善方向。
一般來說,喂料穩不穩是尺寸能保持一致的大前提,冷喂料擠出機的喂料系統,直接決定了物料進到機筒里的連續性和均勻度,要是喂料量一會多一會少,螺桿前端的熔體壓力自然就跟著上下波動,最后直接體現在制品的外徑和壁厚上面。像電線電纜料這類對截面精度要求比較高的加工場景,大家平時要多留意喂料螺桿的轉速范圍和計量精度,容積式喂料器在處理密度波動比較大的原料的時候,很容易出現實際下料量和設定值對不上的情況,建議定期校準喂料裝置,同時也多留意原料顆粒的均勻度還有含水率,這些看起來不起眼的小細節,往往就是尺寸波動藏在背后的隱性來源。

溫度控制看起來好像和尺寸精度沒什么直接關聯,實際上機筒各區的溫度穩不穩,會很大程度上影響熔體的流動性和壓力分布。電線電纜料本身對溫度的敏感度就比較高,尤其是含有PVC或者低煙無鹵配方的材料,機筒溫度波動超過±5℃,就可能讓熔體粘度發生變化,進而影響擠出壓力和截面尺寸,冷喂料擠出機的溫控系統,得有比較快的響應能力和比較小的溫度超調量,才能保證各個區段的溫度都在設定范圍內穩定運行。此外模頭溫度與機筒溫度的匹配也很重要,兩者溫差太大的時候,熔體在模頭處的流動狀態就會發生改變,容易造成擠出物表面粗糙或者尺寸不均。
螺桿是冷喂料擠出機的核心部件,它的幾何結構直接決定了物料的輸送效率、熔融質量和壓力分布。電線電纜料通常需要較長的熔融行程來保證塑化均勻,要是螺桿長徑比偏短,物料在機筒內停留時間不足,熔融不充分就會導致擠出壓力不穩定,進而影響尺寸精度,反過來長徑比過大的話,又可能因剪切過度導致材料降解。不同功能段也就是輸送段、壓縮段、計量段的螺紋深度和螺距設計,需要和所加工膠料的流變特性相匹配,對于高填充或高粘度的電纜料,計量段的螺紋深度控制就尤為關鍵,做太深了會導致壓力波動,做太淺了則可能限制產量還額外增加剪切熱。
尺寸精度出問題往往不是單一因素造成的,基本都是設備狀態、工藝參數和原料條件共同作用的結果,大家排查的時候,先確認設備的基礎狀態,檢查喂料系統計量精度、螺桿磨損情況、溫控系統響應是不是正常,螺桿和機筒的磨損會導致物料回流和壓力損失,直接影響尺寸穩定性。之后再去審視工藝參數設定,喂料轉速、螺桿轉速、各溫區溫度等參數需要在合理范圍內協同調整,單一參數的微調往往效果有限,系統性的參數匹配才是關鍵。最后再評估原料一致性,不同批次原料的密度、含水率、粒度分布差異,也會通過喂料環節傳遞到最終制品的尺寸表現上。
利拿實業在冷喂料擠出機的設計與制造中,針對上述精度控制需求,在喂料計量、螺桿結構優化、溫控系統集成等方面積累了多項自主專利技術,能夠根據客戶的膠種配方和產能要求,提供全流程非標定制化的橡塑混煉成型解決方案。
如需結合您的具體膠種配方、產能要求和生產工況評估方案,可與利拿實業技術團隊進一步溝通。
版權所有:廣東利拿實業有限公司厚街分公司 【谷歌地圖】
備案號:粵ICP備08110834號

掃碼添加微信






