
近20年專注橡塑設備研發生產
主營密煉機、開煉機、擠出機、造粒機、過濾出片機

服務熱線:
18046916153

咨詢:18046916153
Q Q:18046916153
微信:18046916153
郵箱:lnmlj@linajx.com
URL: lengoujuchuji-cailiao
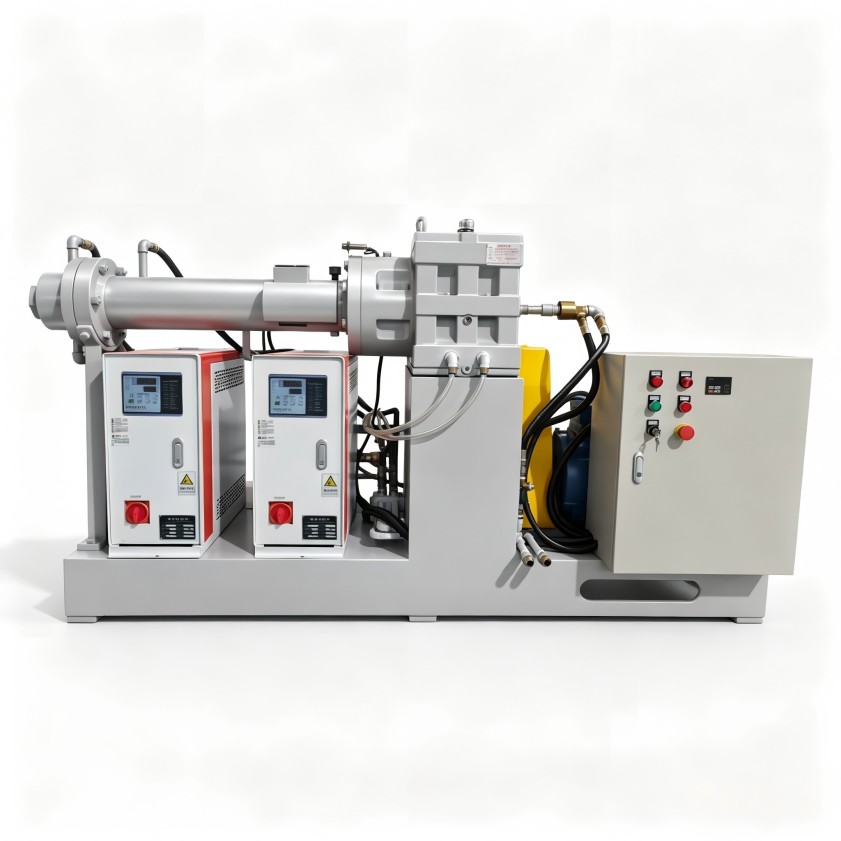
新能源材料混煉擠出老是溫度失控?冷喂料擠出機工藝參數調優的實用思路

做新能源材料擠出的現場工程師大多都碰到過溫控飄的問題,不少人第一反應就是把加熱功率往上調,或是直接把冷卻開到最大,卻很少留意喂料方式、螺桿設計、溫控邏輯之間的聯動關系。新能源材料產線一旦出現擠出溫度異常,一般來說都不是單一因素造成的,我們這篇內容就聚焦冷喂料擠出機在新能源材料加工里的溫控問題,從填充系數、停留時間、溫控精度三個核心工藝相關的方向梳理根因,給出能直接落地的排查與優化方向。
新能源材料為什么對擠出溫度這么敏感
鋰電池隔膜料、導電漿料、復合集流體用基材等新能源材料,通常含有高比例功能性填料或是對熱敏感的聚合物基體,這類膠料的熔融窗口特別窄,溫度偏低的話,物料塑化不充分,螺桿扭矩驟升甚至直接堵料;溫度偏高,又會引發局部降解,表現出來就是熔體變色、氣泡變多、成品拉伸強度下降。
傳統熱喂料方式在加料前就完成了預加熱,物料進入擠出段時溫度相對均勻,冷喂料擠出機則是依靠螺桿的機械剪切和筒體加熱共同完成塑化,溫升過程更長,溫度梯度也更明顯,一旦某個區段的熱量輸入和剪切產熱不匹配,下游段的溫控補償根本來不及響應,這也是很多產線明明各段溫度設定值沒改,實際出料狀態卻出現波動的原因。

更深層的問題是,新能源材料的配方迭代速度很快,不同批次粉料的粒徑分布、填料含水率、基材粘度的差異,都會改變物料在筒體內的摩擦生熱特性,設備端的參數如果還停留在上一版配方的標定狀態,溫控失控幾乎是必然的。
冷喂料擠出機影響溫控的幾個核心工藝參數
填充系數是決定剪切熱與料層厚度的底層變量,指的是螺桿槽中物料的實際填充程度,通常用百分比表示,冷喂料擠出機的填充系數一般在25%~55%之間調整,具體要看物料的松密度和壓縮比來定。填充過低的話,物料在螺槽中翻滾不充分,剪切熱不足,筒體就要承擔更多的加熱任務,溫控壓力直接變大;填充過高,物料層變厚,中心區域熱量傳遞滯后,容易形成“外熱內冷”的塑化不均狀態,對于含有高比例陶瓷粉末或導電填料的膠料,這個問題會更突出,填料本身導熱系數低,熱量更難穿透料層中心。實際調試的時候,建議先以中等填充系數為基準,觀察電機電流和熔體壓力,再根據出料均勻性慢慢微調,很多產線為了追求高產出率一味拉高填充系數,反而導致溫控系統頻繁超調,斷條率也跟著上升,得不償失。
螺桿轉速直接影響物料在筒體中的停留時間,轉速越高,剪切速率越大,剪切產熱越多,物料在筒體內停留的時間越短,熱量被帶走前和物料接觸的時間也越短。在新能源材料加工里,這個平衡拿捏起來其實很微妙,比如隔膜料加工時如果轉速太高,剪切產熱疊加筒體加熱可能導致局部溫度突破降解閾值;而轉速太低又會讓物料在加料段堆積,塑化段實際填充率下降,出料斷斷續續的。一個實用的判斷方法就是同步監測熔體壓力和電機電流,當兩者出現周期性波動的時候,往往意味著螺桿轉速和填充系數不匹配,物料在螺槽里出現了間歇性堵塞,這時候單純調整溫控參數效果很有限,得優先回到轉速和喂料量協同匹配的層面。
溫控分區精度,其實就是從“設定溫度”到“實際料溫”的實際差距,多數冷喂料擠出機把筒體分成加料段、壓縮段、計量段等多個溫控區,每個區段都是獨立控溫的,但實際料溫不止取決于加熱功率,還受冷卻水路響應速度、熱電偶安裝位置、筒體和螺桿之間的間隙導熱等因素影響。很常見的情況是,熱電偶安裝在筒體外壁,測得的是殼體溫度而非物料溫度;冷卻回路響應滯后,當某區段因為剪切產熱突然升高的時候,冷卻系統沒法在幾秒內就把溫度拉回設定值,對于溫控精度要求在±3℃以內的新能源材料加工,這種延遲就足夠導致一批次物料物性波動。改善方向包括優化熱電偶安裝位置使其更貼近物料流道、縮短冷卻水路響應周期、在高剪切區段增加獨立冷卻回路,不過這些措施都需要設備本體在機械設計階段就預留對應的結構條件,后期改造的難度挺大的。
新能源材料場景下的常見工藝異常與排查邏輯
產線出現各類異常的時候,可以沿著“參數→機械→物料”的順序逐層排查,出料條痕或者斷面不均的話,優先檢查填充系數是不是偏離了標定值,其次確認各段溫控有沒有過沖或者欠調的情況,最后排查螺桿元件是不是有磨損導致局部漏流。碰到熔體壓力異常波動的情況,先確認喂料系統供料是不是連續,再觀察螺桿轉速是否穩定,最后檢查溫控區段有沒有局部降解導致的熔體粘度突變。要是成品物性批次間差異大,重點排查原料批次差異(填料含水率、粒徑分布)和設備參數是不是適配,很多時候問題根源根本不在設備,而是工藝參數沒有跟著原料變化同步調整。排查過程里,切忌同時調整多個變量,建議每次只改變一個參數,觀察至少一個穩定生產周期之后再做判斷,不然很難區分是哪個因素導致了結果變化。
設備與工藝協同優化的實際考量
冷喂料擠出機不是獨立運行的設備,它的性能發揮高度依賴上下游的協同,加料系統的供料穩定性、切粒機的匹配速度、冷卻系統的響應能力,都會影響最終的溫控效果。從設備選型的角度看,新能源材料加工用的冷喂料擠出機需要關注幾個方面,筒體溫控系統的分區數量和獨立控溫能力、螺桿元件的嚙合精度與長徑比選擇、喂料系統的定量精度,這些參數直接決定了設備對不同配方、不同批號原料的適應能力。工藝優化同樣重要,在設備硬件條件確定的前提下,通過調整填充系數、轉速、各段溫度設定值來找到當前條件下的最佳工藝窗口,是每個產線都需要持續做的工作,建議建立工藝參數和成品物性之間的對應關系表,每次配方變更或者原料切換的時候,以此為基準快速定位新參數就好。
利拿實業在橡塑混煉成型設備的研發過程中,針對新能源材料對溫控精度和工藝穩定性的高要求,在螺桿元件設計、溫控分區布局、非標定制化方案等方面積累了大量實踐經驗,要是您這邊有具體的膠種配方、產能要求和生產工況要評估方案,直接和利拿實業技術團隊進一步溝通就行。
版權所有:廣東利拿實業有限公司厚街分公司 【谷歌地圖】
備案號:粵ICP備08110834號

掃碼添加微信






